Galvanised Coatings Zinc Galvanising versus Zinc Plating
Background
Consumers at the domestic and industrial level are frequently confronted with the need to select steel products that are already galvanised. The fact that they are ‘galvanised’ is used as a major selling point. In many cases, the standard of the ‘galvanised’ coating may not be not clearly represented, and in some cases, misrepresented.
Claims may be made by the manufacturer that are not able to be substantiated in the field. With other products, particularly those that are zinc plated, descriptions such as ‘galvanised’ are used on the packaging that deliberately mislead buyers into expectations of durability that will never be realised.
More and more products are being introduced that are galvanised by high-speed, in line galvanizing technology. This allows a thin zinc coating to be applied to the steel at low cost. These thin zinc coatings are frequently coated with clear polymer topcoats to enhance their storage characteristics and in some cases, claims have been made that the addition of these polymer topcoats significantly improves the durability of the coating compared to a conventional galvanised coating. The addition of organic coatings to zinc plated parts is also a common technique that the manufacturers claim improves the corrosion resistance of their products. What are the facts?
Coating Characteristics
Zinc Plating
Zinc plating involves the electrolytic application of zinc by immersing clean steel parts in a zinc salt solution and applying an electric current. This process applies a layer of pure zinc that ranges from a few microns on cheap hardware components to 15 microns or more on good quality fasteners. Technical and cost issues prevent the economical plating of components with heavier coatings.
In-Line Galvanised Coatings
In-line galvanised coatings are applied during the manufacturing process of the hollow or open section, with the cleaned steel section exiting the mill and passing into the galvanizing bath. This process applies a coating of zinc to the surface that can be controlled in thickness. This coating is usually measured as coating mass in grams per square metre and ranges from a minimum of about 100 g/m2 upwards, with an average around 175 g/m2.
Accelerated Weathering Testing
Accelerated weathering testing of coatings has traditionally been done in salt spray cabinets. This testing technique has been largely discredited with respect to metallic coatings as it does not reflect the way metallic coatings weather in atmospheric exposure conditions where the development of stable oxide films gives these coatings there excellent anti-corrosion performance. The addition of polymer topcoats to metallic coatings will significantly improve their apparent performance in salt spray tests but field performance will not necessarily reflect this.
Finding the Facts
The South African Bureau of Standards has recently undertaken accelerated weathering trials of polymer coated in-line galvanised coatings and compared them with conventional in-line galvanised and hot dip galvanised coatings to evaluate the effect on durability of the addition of these this polymer topcoats. A summary of this report follows.
S.A.B.S. Report
The samples were subjected to Salt Fog testing, Damp SO2 Atmosphere testing and QUV Weatherometer testing as well as Hardness testing. The conclusion of the SABS report states the following;
"The results of the accelerated corrosion tests indicate that the expected life of the continuously galvanised and lacquer coated samples will not be essentially different from the commercially continuously galvanised sheet material. Test results demonstrate that the expected life exhibited by the standard hot-dip galvanised panels (zinc coating thickness approx. 100 microns) can be considered to be significantly superior to the continuous galvanised/lacquer samples. The lacquer coating appears not to be fully effective in inhibiting the onset of corrosion under damp conditions due to porosity.
It is well known that the zinc/iron alloy layers of standard hot-dip galvanised coatings are hard in nature (in excess of 200HV - often harder than the base steel itself). Conventional hot-dip galvanised coatings, consisting of alloy layers with a soft zinc outer layer, therefore provide in essence a buffer stop coating which withstands knocks and abrasion. The soft nature of continuous galvanised lacquer coating (75 HV) coupled with the low coating thickness indicates that these coatings will not have the same ability to withstand rough handling compared to conventional hot-dip galvanised items."
Poor Performance from Plated Coatings
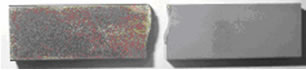
Zinc plated coatings are not suitable for exterior exposure applications. Zinc plated bolts and hardware fittings such as gate hinges will not provide adequate protection from corrosion, and will rarely last more than 12 months in exterior exposures in most urban coastal environments.
Zinc plating has been used in industrial coating applications from time to time, with very poor results. Industrial Galvanizers joint venture galvanizing operations in Bakasi, Indonesia, PT Bukit Terang Paksi Galvanizing (BTG), was commissioned in March 1998 to reprocess a large tonnage (approx. 400 tonnes) of cable trays that had been electroplated. The zinc electroplated coating had failed prior to delivery to the project resulting in the rejection of the entire consignment.
The client requested an extra-heavy hot-dip galvanised coating to replace the zinc plating, and BTG was able to apply a 100 micron coating to the 3 mm thick cable tray sections - this is around 50% above the required minimum standard for hot dip galvanised coatings applied to steel of this thickness of and over 10 times the thickness of the zinc plating.
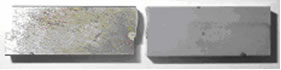
Zinc plated products have an attractive appearance when new as the zinc coating is bright and smooth, where a hot dip galvanised coating has a duller and less smooth surface. There is typically about 10 times as much zinc applied to small parts in the hot dip galvanizing process as with zinc plating. A bright, shiny smooth zinc finish on builders hardware (bolts, nuts, hinges, gate latches, post shoes) indicates a plated coating that will not provide adequate corrosion resistance and will rarely provide more than 12 months protection in most of the coastal population centres.
posted by Swathi @ 2:02 AM
![]()